
车载摄像头模组是汽车智能驾驶系统的核心视觉传感器,集成了光学成像、光电转换、信号处理等模块,为ADAS(高级驾驶辅助系统)和自动驾驶提供实时环境感知数据。激光振镜扫描锡焊技术在车载摄像头模组中的应用,主要聚焦于微电子元件互连环节,尤其适用于精密引脚焊接、温度敏感元件装配等场景。以下玩扑克平台 将从技术原理、核心优势、工艺实现及典型应用进行系统解析:

高级驾驶辅助系统(ADAS)
技术原理
激光振镜锡焊通过红外激光(808–980nm) 精准加热焊点,配合高速振镜系统动态控制光斑路径,实现非接触式焊接:
1. 送锡方式:
- 锡膏印刷:在PCB焊盘预涂锡膏,激光局部加热实现回流(适合高密度引脚)。
2. 热控制机制:
- 同轴温度反馈:红外测温模块实时监控焊点温度(±2℃精度),动态调节激光功率(如JPT激光器PID算法),避免过热损伤CMOS传感器等敏感元件。
核心优势(对比传统焊接)
微型引脚焊接:光斑直径0.1–0.3mm,支持0.2mm引脚间距 ,解决烙铁头物理干涉问题。
热敏感元件装配:局部加热(热影响区<0.5mm),防止FPC软板变形、镜头胶材碳化。
典型工艺实现流程
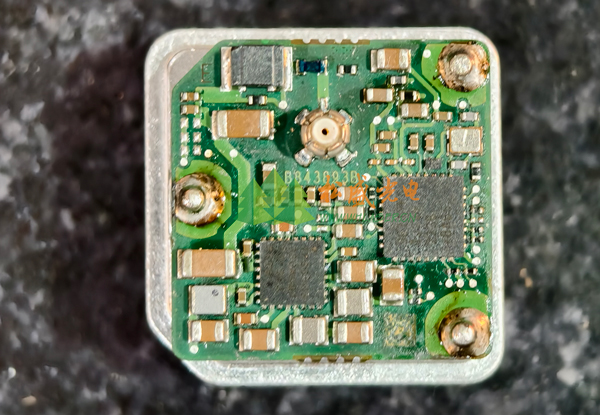
案例:车载摄像头传感器引脚焊接
1. 预处理:
- PCB焊盘预涂SAC305无铅锡膏(厚度80±10μm),传感器贴装后固定。
2. 激光焊接:
- 路径规划:振镜按引脚阵列自动生成螺旋扫描路径(避免热堆积)。
- 参数控制:激光功率100–200W,作用时间50–200ms(依焊盘尺寸调整)。
3. 质量保障:
- 在线AOI检测:3D激光轮廓仪(如KEYENCE LJ-V)实时测量焊点高度、润湿角,不良焊点自动标记。
- 抗振测试:焊点经5–2000Hz随机振动试验(符合ISO 16750-3标准)。
玩扑克平台 迎合市场需求研发出一体化恒温振镜同轴视觉扫描焊接加工系统,完美的解决了微电子领域存在的精密焊接难的问题,能极大地提高电子加工焊接的良率,提高生产效率。多点重合光路系统,红外专用设计镜头激光、成像、红外测温三点位置在偏离镜头中心任何工作范围位置都是重合的;真正的测温加工系统。
一体化恒温振镜同轴视觉扫描焊接加工系统图示
振镜同轴视觉扫描焊接系统优点:
1)同轴测温,同轴成像,同轴激光,同轴指示,同轴照明是先进激光光学的保证。
2)温度内部自闭环反馈和PID鲁棒控制激光加工是最高良率的必须保证。
3)红外测温的响应速度比市场上通用测温仪快1000倍,响应速度越快,焊接质量越好。
4)光斑形状可以自由调节,可以最大范围的去适应各种不同的焊盘,达到同时均匀加热的最佳效果。
5)扫描物镜采用远心设计,消除了一般扫描物镜带来的居多问题,使标刻范围内均匀统一。
6)多种准直和聚焦镜的测试分析,多片式的准直镜头和聚焦镜头光学质量明显优于双片和单片;现在市场上多为单片准直和聚焦,而我方均采用多片衍射极限设计准直,多片衍射极限设计聚焦。保证了最佳的光学质量。
7)专用技术:激光、成像、测温、红光多光路共轴。
应用结论:该技术特别适合车载摄像头模组中传感器-BGA焊点、FPC连接器、屏蔽罩接地等微焊接场景,在提升可靠性的同时,为ADAS系统的小型化、轻量化提供核心工艺支持。
手机/微信:13971100349
Mail:sale007@whlaser.cn
Copyright © 2024 wosiqi.com
.All rights reserved. 鄂ICP备16023374号  鄂公网安备42018502002217号
鄂公网安备42018502002217号
武汉玩扑克平台
专注于振镜同轴视觉光路系统,光纤精密切割头,单聚焦恒温锡焊焊接头,
光斑可调节焊接头,方形光斑焊接头,塑料焊接等激光产品的生产销售及提供激光锡焊塑料焊应用解决方案。


