
激光锡焊过程中产生小锡珠(或称锡球、焊料飞溅)是电子封装中的常见缺陷,不仅影响焊点美观性,还可能引发电路短路、电气性能下降等可靠性问题。其成因涉及材料、工艺参数、环境控制等多方面因素,需系统性优化解决。玩扑克平台 带来详细原因分析及对应解决方案:
一、小锡珠产生的主要原因
1. 温度控制不当
激光能量过高或升温过快:局部温度骤升导致锡膏熔融速度过快,溶剂和助焊剂瞬间气化膨胀,将熔融焊料炸裂形成飞溅。
预热不足:基板或焊膏未充分预热,焊接时受热不均,内部挥发物快速逸出引发爆锡现象。
2. 助焊剂与溶剂特性缺陷
助焊剂活性不匹配:活性过强时易产生过多气体;活性不足则无法有效去除氧化层,导致焊料润湿不良而飞溅。
溶剂气化行为失控:低沸点溶剂在低温阶段大量气化,或溶剂含量过高,均会加剧焊料喷溅。
3. 焊膏材料与特性问题
粘度不足:粘度低于60 Pa·s时,焊膏抗飞溅能力显著下降,更易形成大尺寸锡珠。
锡粉颗粒过细或分布不均:微粉(<20 μm)含量高时,易在熔化时团聚成珠。
焊膏氧化或受潮:暴露于潮湿环境后,水分在高温下汽化引发炸锡。
4. 基板与污染因素
焊盘氧化或污染:油脂、灰尘等污染物阻碍焊料铺展,导致熔融焊料收缩成珠。
模板印刷缺陷:钢网与焊盘对位偏移、刮刀压力过大导致锡膏外溢,回流后形成锡珠。
5. 工艺参数与设备匹配性差
激光聚焦精度不足:光斑偏移或能量分布不均,造成局部过热。
缺乏飞溅拦截设计:传统开放式焊接中爆锡产生的小锡珠直接溅落至基板。
二、系统性解决方案
1. 优化焊接参数与温度曲线
分段控温:
预热阶段:控制升温速率在 1~2℃/s,使溶剂逐步挥发(160℃以下区域)。
焊接阶段:采用恒温激光功率(如Sn58Bi焊膏推荐1W功率+300ms时长),避免峰值过高。
实时温度反馈:集成红外测温系统(如PID闭环控制),动态调节激光功率以稳定熔池温度。
2. 材料选择与处理
焊膏特性优化:
选择高粘度焊膏(>60 Pa·s),显著减少锡珠概率。
选用高沸点溶剂(如松香型)及缓释型活性剂,降低气化冲击。
严格物料管理:
锡膏存储环境湿度控制在40~60%RH,使用前回温并搅拌。
基板贴装前清洁并烘干(120℃/2小时),去除氧化层与湿气。
3. 工艺过程控制
阶梯式激光温度曲线:初始低功率预热焊膏,再阶梯升至焊接温度,避免热冲击。
点锡工艺校准:确保点胶阀与焊盘100%对位,点锡量适中(以锡膏均匀覆盖为基准)。
4. 设备与结构改进
加装焊接防护罩:
采用封闭式喷嘴设计(如U型/腰圆形入料口),将锡丝导入防护罩内熔化,物理拦截飞溅锡珠。
防护罩内壁设计为锥形引导段,聚拢激光束并回收飞溅物。
高精度定位系统:
集成CCD视觉定位+六轴平台,确保激光光斑与焊点精确重合(误差<±10μm)。
5. 环境与操作规范
车间环境控制:温度22~28℃、湿度40~60%,减少环境波动影响。
焊后清洁与检测:采用AOI(自动光学检测)筛查锡珠,对残留区域进行局部清洗或返修。
三、总结
激光锡焊的小锡珠问题需从材料-工艺-设备-环境四维度协同优化:
材料端:优选高粘度、高沸点溶剂的焊膏,严格管控来料状态;
工艺端:采用分段控温曲线,结合精密点锡技术;
设备端:集成防护罩拦截飞溅,通过CCD视觉与温控系统提升定位和热管理精度;
环境端:稳定温湿度,焊后加强检测与清洁。
通过上述措施,可显著降低锡珠率(实测可达<5%),提升微焊点可靠性。对于高精密场景,建议采用恒温激光焊接设备(如集成红外反馈+双Y轴平台),实现参数自适应调整。

玩扑克平台 恒温激光焊锡机优势
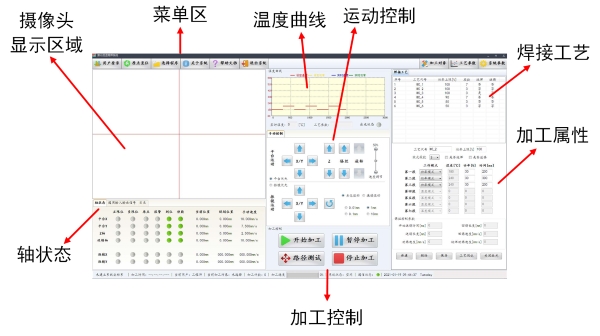
1.带温度反馈半导体激光焊接系统:温度反馈的功能可对焊接进行温度控制,可以对直径0.3-1.5mm的微小区域进行温度监测;焊点温度100-600 ℃连续可调;精确控温,误差<3 ℃。
2.多工位焊接系统:基于六轴高精度多工位的激光焊接系统,可实现视觉定位及点锡膏与激光焊接进行工作,效率提升20%以上,大幅度提高设备的制造产能。
3.点锡机构:高精度点锡膏机构,通过程序设置,可以精确控制锡量大小,锡量控制精度可达±0.02g。
4.视觉定位系统:采用图像自动捕捉自定义焊接轨迹,可对同一产品上多个不同特征点进行采集,大幅提高加工效率和精度。
5.同轴运动系统:激光、CCD、测温、指示光四点同轴,避免复杂的光学对光调试,有效提高焊接效率。
手机/微信:13971100349
Mail:sale007@whlaser.cn
Copyright © 2024 wosiqi.com
.All rights reserved. 鄂ICP备16023374号  鄂公网安备42018502002217号
鄂公网安备42018502002217号
武汉玩扑克平台
专注于振镜同轴视觉光路系统,光纤精密切割头,单聚焦恒温锡焊焊接头,
光斑可调节焊接头,方形光斑焊接头,塑料焊接等激光产品的生产销售及提供激光锡焊塑料焊应用解决方案。


